Tool and die makers in India | Plastic Mould Manufacturer
15/1 Rama Road
Kirti Nagar Delhi-110015 India
+91 8883912346
asia@hongyijig.com
Certified
ISO 9001:2015

FMCG
INJECTIONMOULD
- THIN WALL CONTAINERS
- FOOD CONTAINERS
- CAPS & ENCLOSURES
- FLIP TO CAPS
- CABLE TIES
- DOUBLE COLOUR MOULDS
- IMD MOULDS
- CABLE GLENDS
- MULTI CAVITY SOLUTIONS
- SPRAY CAPS
FMCG
INJECTION MOULD
- THIN WALL CONTAINERS
- FOOD CONTAINERS
- CAPS & ENCLOSURES
- FLIP TO CAPS
- CABLE TIES
- DOUBLE COLOUR MOULDS
- IMD MOULDS
- CABLE GLENDS
- MULTI CAVITY SOLUTIONS
- SPRAY CAPS
CASE STUDY
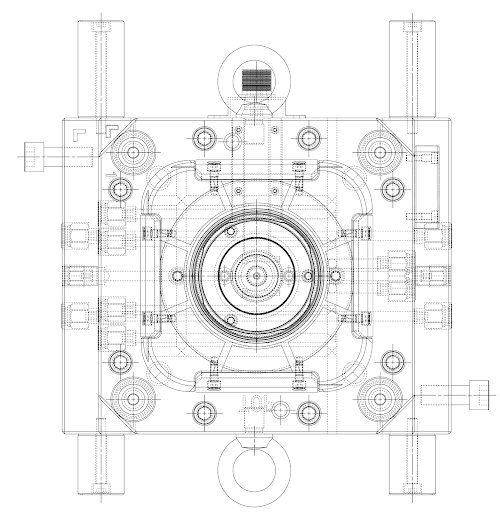
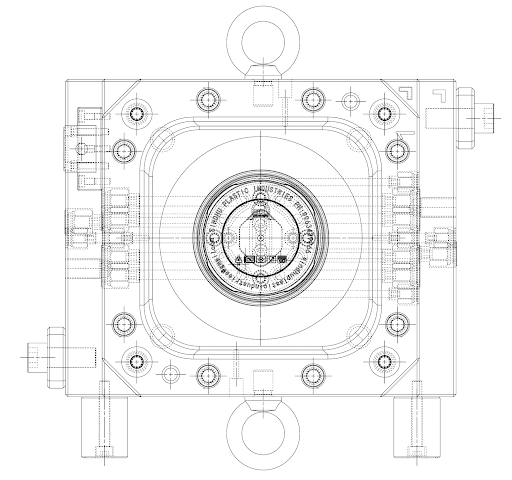
DOUBLE COLOR ROTATING MOULD
CASE STUDY
Efficient Moulds | Quality Production
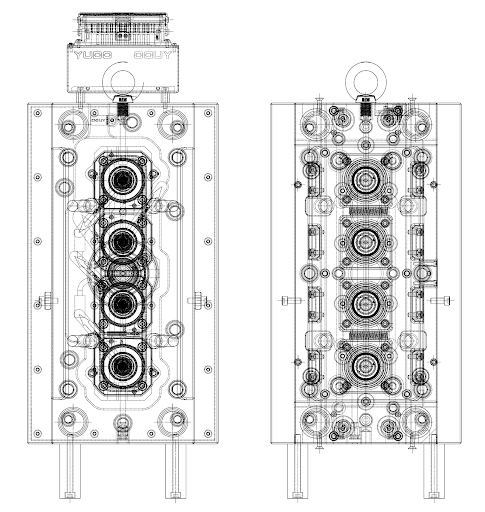
The Solution for Double Color Rotating Mould
Result: The mould produced high-quality caps in large quantities, meeting the packaging company’s demand. The rotating platter enabled the mould to produce four caps per cycle, reducing production time and increasing output.
Conclusion: The successful project demonstrated how advanced technology can be used to meet the growing demand for high-quality packaging products. The mould’s design and material selection played a crucial role in ensuring its success.


CASE STUDY
OIL CAP | 48 CAVITIES


Objective:
Design and Manufacturing:
Results:
Conclusion:
CASE STUDY
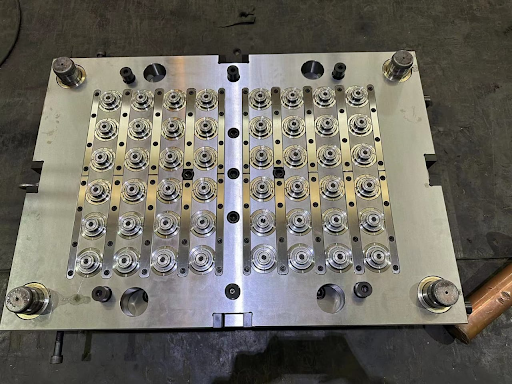
OIL CAP | 48 CAVITIES
Oil Packaging Cap Enclosures | Mastip Hot runner with Valve gate
The Solution for Multi cavities Injection moulds
CASE STUDY
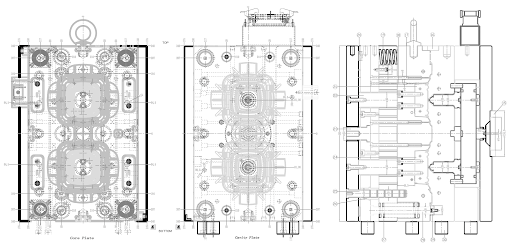
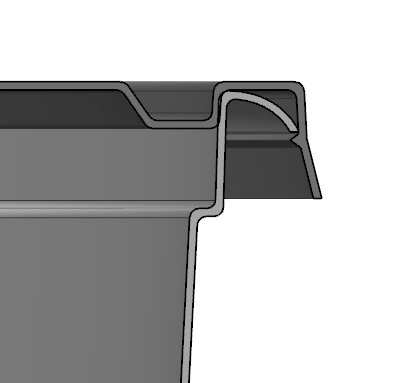
AIR TIGHT FOOD CONTAINER
Objective:
Design and Development:
CASE STUDY
FOOD CONTAINER
Air Tight Food Container| Yudo Hot runner with Valve gate
The Solution for Air Tight Containers Injection moulds
Results:
The entire family set of air tight food containers was successfully designed and developed within the 3-month lead time. The containers had an air tight and leak-proof design, ensuring the freshness and quality of the stored food. The moulds made of P-20 ensured high-quality production and long-lasting durability.
Conclusion:
We successfully designed and developed an entire family set of air tight food containers for DLJM’s JEE PEE Plus brand. The containers had an air tight and leak-proof design, ensuring the freshness and quality of the stored food. The use of P-20 as the mould material ensured high-quality production and durability.

CASE STUDY
THIN WALL FOOD CONTAINER

Objective:
Design and Manufacturing:
Solution Provided:
Conclusion:
CASE STUDY
THIN WALL FOOD CONTAINER
Thin Wall Food Container
The Solution for Thin Wall Container Injection moulds
CASE STUDY
OIL CAP
Introduction:
Challenge:
CASE STUDY
OIL CAP
Oil Cap
The Solution for Unscrew Injection moulds
Results:
Our injection mould produced high-quality caps that met our client’s specifications. The unscrewing mechanism ensured uniform unscrewing, preserving the seal’s integrity, while the 4-cavity mould allowed for large-volume production.

CASE STUDY
TOOTHBRUSH



Introduction:
Challenge: